Efficient Multi-Process Operations on an End-Mounted 2-Axis Servo Turret CNC Lathe
A useful reading path for teams comparing how end-mounted live tooling can combine turning, drilling, milling, and tapping steps in one setup.
Read article
Application-Led CNC Lathe Sourcing
The LDS-46XD-DT-D2 is built for production teams that need turning, end-face milling, drilling, and tapping in a compact slant-bed CNC lathe workflow. For buyers comparing a cnc lathe manufacturer, the practical question is not only machine capacity. It is whether the spindle, turret, live tooling, and setup layout can support the part family with fewer transfers and clear quality checks.
This page organizes the application value of the LDS-46XD-DT-D2 for automotive, aerospace, medical device, instrumentation, valve, connector, and precision shaft work. Buyers reviewing a servo turret cnc lathe supplier can use the sections below to compare machine structure, tooling logic, dimensional data, packing notes, and engineering questions before requesting a formal quotation.

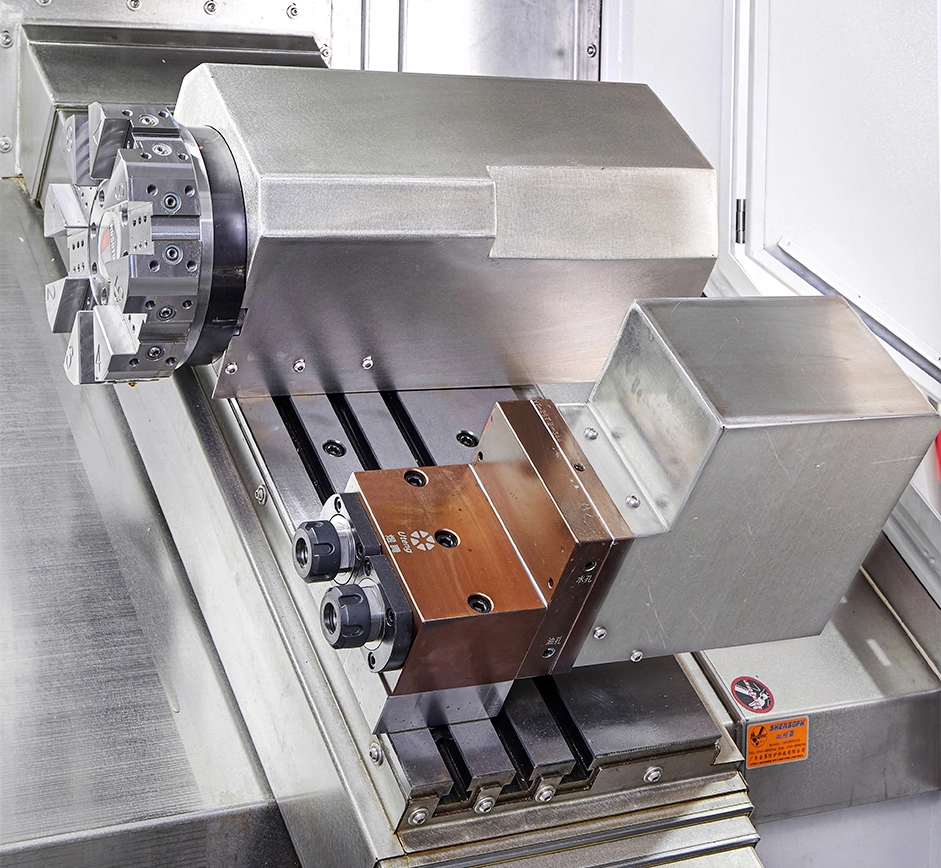
The media area uses the supplied machine image because no video URL was provided. The LDS-46XD-DT-D2 combines a high-low rail slant-bed structure, rear servo turret, and ER25 dual-end power head so engineering buyers can review one-clamping machining plans for parts with end-face holes, tapped features, grooves, polygons, or mixed turning and milling operations.
| Product Model | LDS-46XD-DT-D2 |
|---|---|
| Product Type | End-mounted 2-axis servo turret CNC lathe |
| Barrel Spindle Through Hole | Phi 46 mm |
| Maximum Bar Through-Hole Diameter | Phi 45 mm |
| Maximum Swing Diameter Over Bed | Phi 300 mm |
| Spindle Nose Type | A2-5 |
| Maximum Spindle Speed | 5000 r/min |
| Spindle Set Speed | 1-4000 r/min |
| Tool Mounting Type | Servo turret |
| Turret Specification | 63 servo, 8 stations |
| Power Head | ER25 dual-end power head |
| X/Z Axis Effective Travel | X axis 900 mm, Z axis 350 mm |
| Lathe Bed Inclination | 35 degrees |
| Overall Dimensions | 2050 x 1750 x 1750 mm |
| Net Weight | 2500 kg |
| Machining Accuracy | 0.005 mm, based on listed product parameter data |
| Packing and Order Clues | Minimum order quantity 1, wooden box package, T/T payment terms |
These articles support process planning, machine selection, and part-family evaluation for buyers comparing turning and milling CNC lathe configurations.
A useful reading path for teams comparing how end-mounted live tooling can combine turning, drilling, milling, and tapping steps in one setup.
Read articleA technical article for reviewing slant-bed structure, live tooling value, chip flow, and process stability for parts with mixed features.
Read articleA procurement-focused reference for buyers balancing machine flexibility, sample approval, tooling plans, and mixed production schedules.
Read articleGermany
We evaluated the LDS-46XD-DT-D2 for connector parts that needed turning and end-face drilling. The published turret and travel data helped our team prepare the tooling review before sample discussion.
Turkey
Our purchasing team needed a machine for mixed shaft and valve component work. The one-clamping process explanation made it easier to compare this model with separate lathe and milling setups.
Brazil
The clear parameter table and order clues were helpful for early buyer conversations. We could discuss bar capacity, packing, machine footprint, and expected application fit without guessing.
The machine is suited to rotary parts that need turning plus end-face milling, drilling, or tapping in the same setup. Typical evaluation workpieces include shafts, valve spools, sensor housings, connectors, and small precision components with end-face features. Buyers should confirm material, part diameter, bar feed plan, tolerance target, and live tooling duty before approving the process route.
An end-mounted power head allows secondary operations to be completed on the end face without moving the part to a separate milling or drilling machine. This can reduce repeated setup work, lower the risk of accumulated positioning error, and make small-batch mixed production easier to organize when the part family uses similar bar sizes and tooling logic.
A useful request should include part drawings, material grade, annual or monthly quantity range, bar diameter, surface finish requirement, tolerance focus, tool list, fixture needs, chip control concerns, power supply conditions, and packing expectations. These details help the supplier judge whether the spindle, turret, travels, and power head configuration fit the project.
The 8-station servo turret gives process engineers several tool positions for turning, grooving, threading, drilling preparation, and related operations. Buyers should review the actual tool sequence, holder sizes, interference zones, and setup time for the intended part family because turret capacity is most useful when the complete tool plan is confirmed.
Useful sample data includes the part drawing, material, cutting program notes, tool list, measured dimensions, roundness check, repeat positioning observations, surface finish photos, and cycle time record. A structured sample review helps engineering and purchasing teams compare the machine against the real production route instead of relying only on catalog parameters.
Before receiving the machine, buyers should review floor space, lifting access, power supply, grounding, compressed air if required by accessories, coolant handling, chip removal, operator access, and carton or wooden box labels. Confirming these points early helps the receiving team prepare the workshop layout and inspection checklist.